

After two and a half years, and 5 previous incarnations, enter Sith Acolyte mask version 5 – the pinnacle of evolution of my Star Wars the Old Republic (SWTOR) trailer “Hope” (and now, “Knights of the Fallen Empire") Sith Acolyte mask! (Production notes for hand-crafted versions 1-4 can be viewed here).
Being CAD modelled, and 3D printed, this is by far the cleanest, and most accurate mask I have ever made. What follows is an extremely detailed production diary of the creation process for this piece. For those wanting more of a reader’s digest version here is a video that outlining most of the steps involved.
So, here we go!
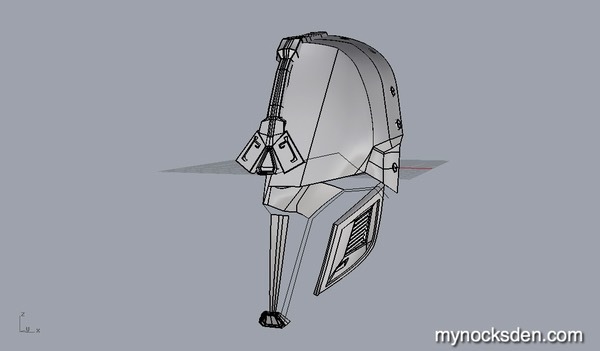
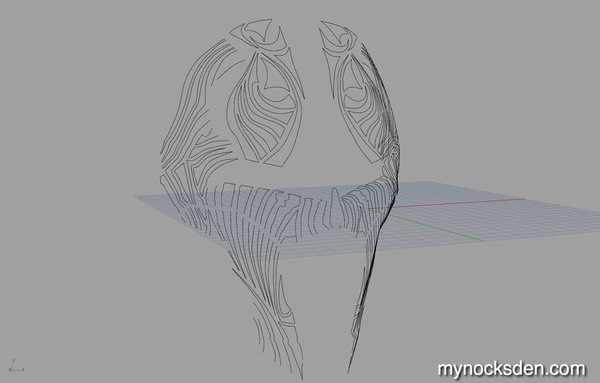
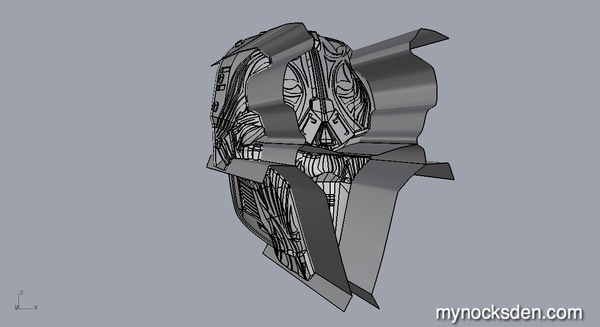
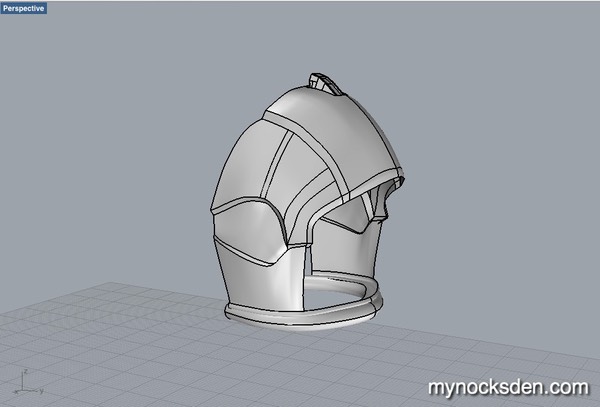
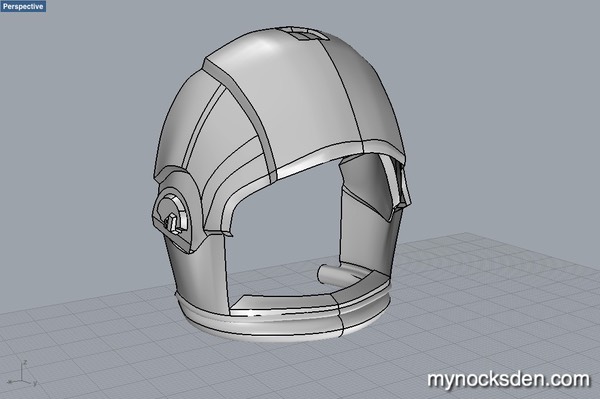
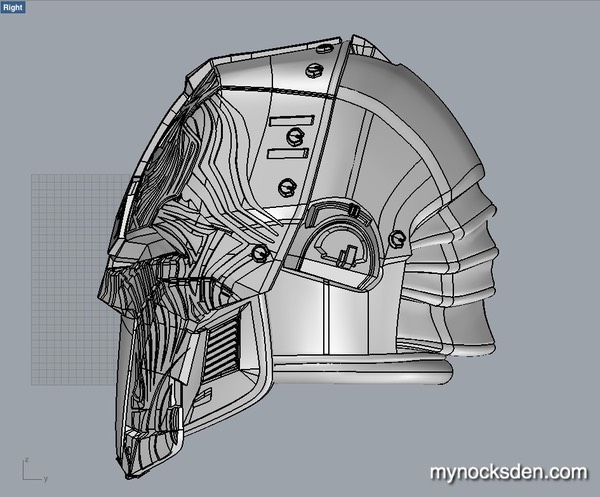
As with most things I make these days, I began by drawing curves in Rhino (the free Beta version of which is available for download for Mac users here), and then sweeping these into surfaces to create the main shape – a process that took many, many hours to complete.
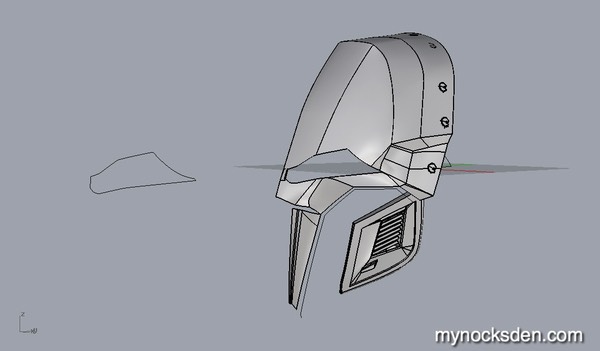
Next, I shelled out the walls of the mask (or gave the surfaces thickness), spent a few hours closing any gaps and repairing any naked edges, making sure all the edges were water tight. This is one of the most important steps in creating a model for rapid prototyping such as 3D printing: the model must be completely closed, or the 3D printer software will not know what to do when generating the tool path (series of instructions that tell the printer heads how to move).
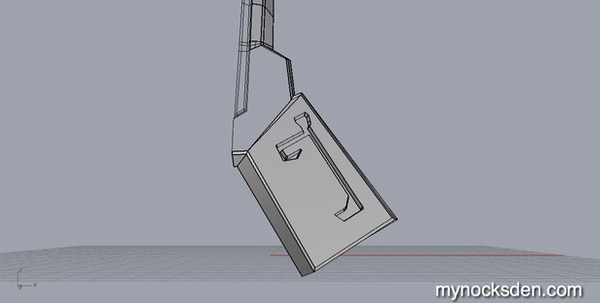
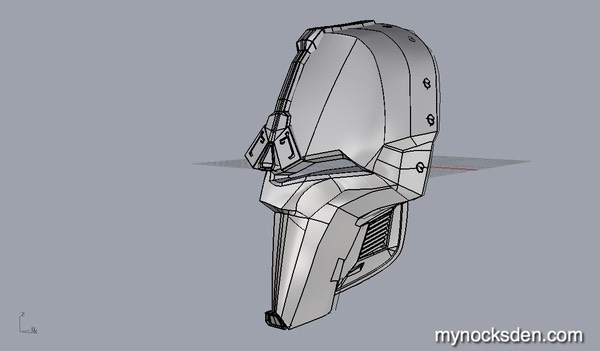
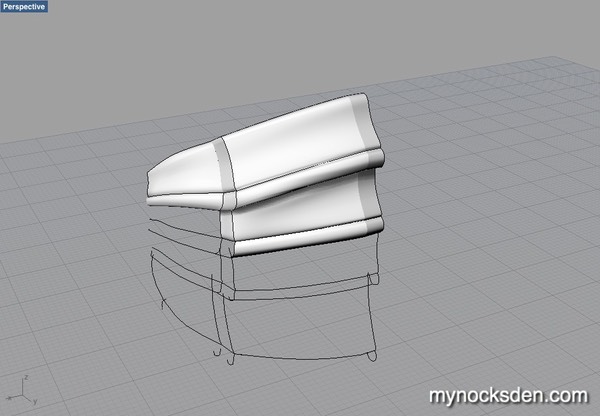
Once I had the main model, I drew the mask detail pattern using curves on a flat plane, and projected these onto the mask.
Then, I split the mask surfaces with said curves, and used the Offset Surface command to create the raised details. Rhino goes a little crazy when offsetting complex poly-surfaces, so this created a lot of unnecessary corners and protrusions.
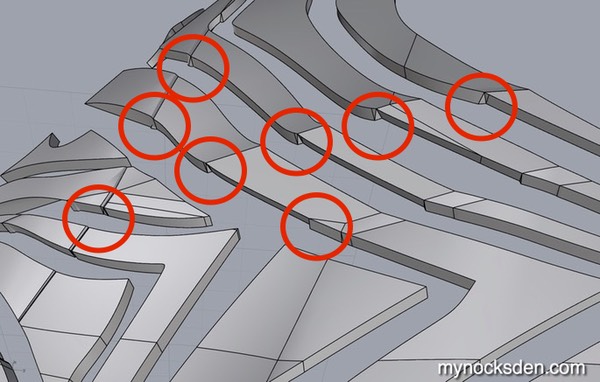
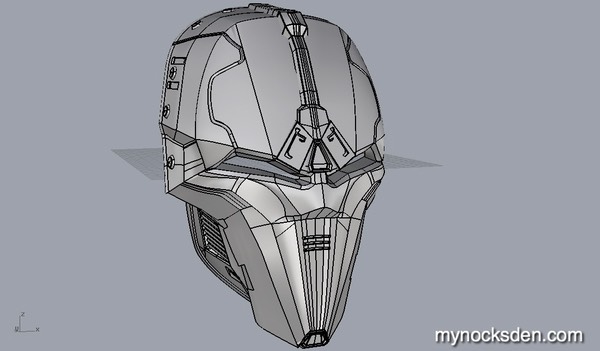
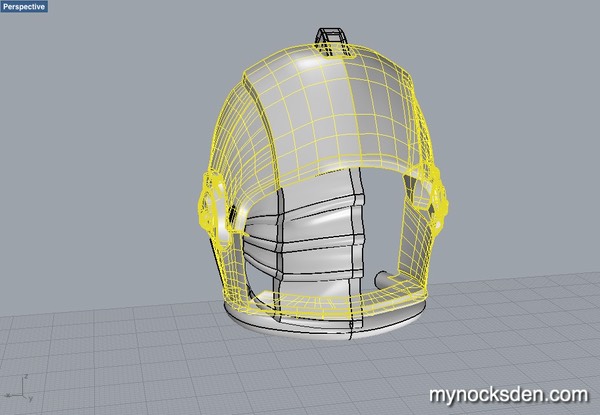
It took me a few hours to clean all these up...
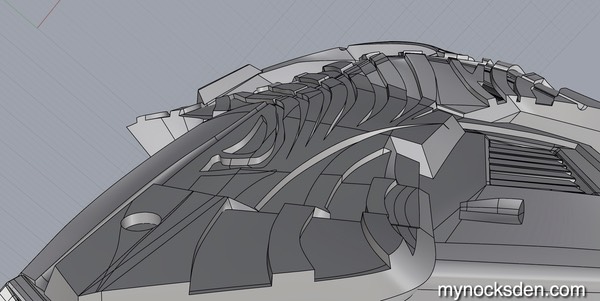
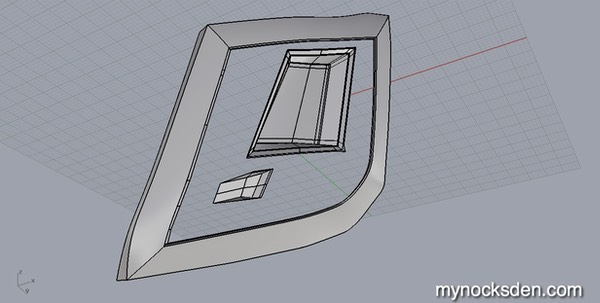
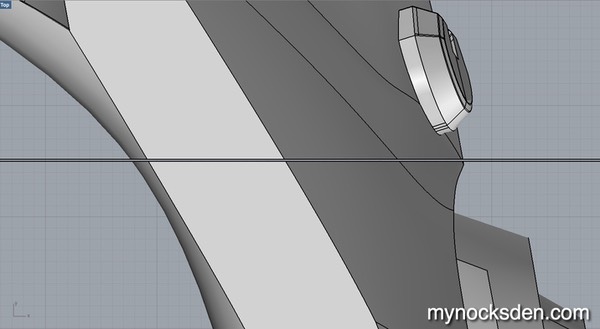
... and lastly, address any naked (open) edges and alignment issues between surfaces within the model (outlined in purple in the next photo).
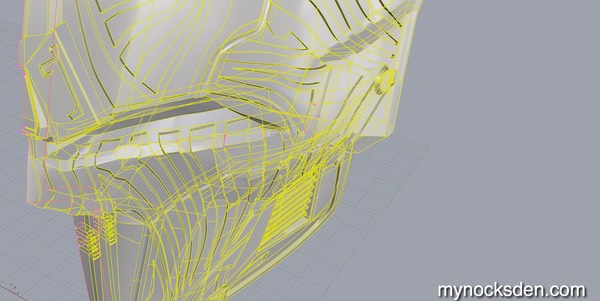
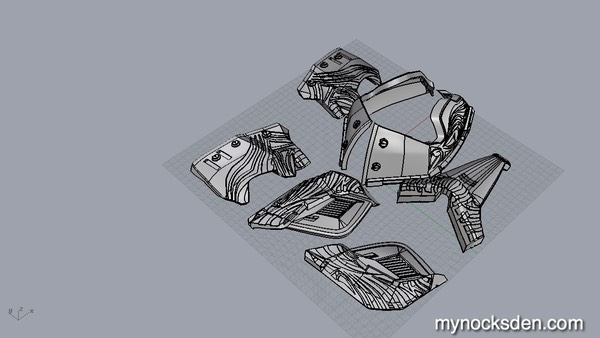
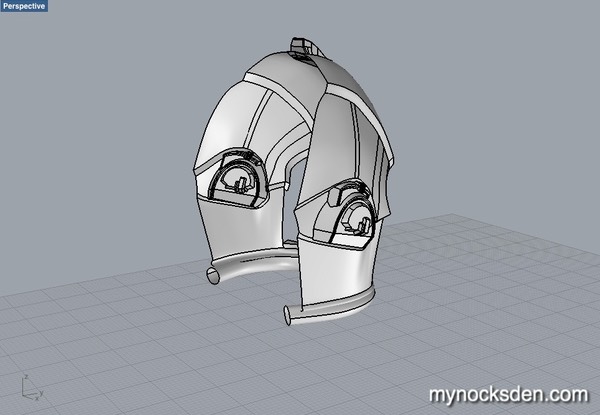
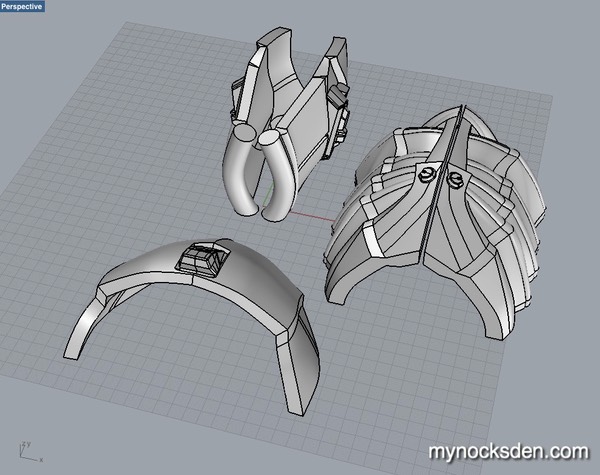
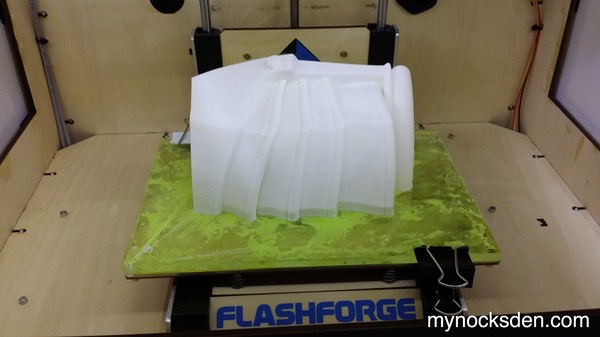
The mask CAD model was now complete, and it was time to get it ready for 3D printing. Because the mask is fairly large, it needed to be split into several pieces in order to fit inside my 3D printers, which have build volumes of approximately 6x5x6 inches each. I generally try to split my CAD models in such a way as to ensure the seams run through areas of the lowest detail possible, or along natural seams/edges of the model to reduce the possibility of alignment issues between parts, and the amount of filling and touch-up work that would be required to fix these. Because this mask has natural seam lines in the cheeks and forehead, I was able to cut the model along these lines, saving myself a ton of work.
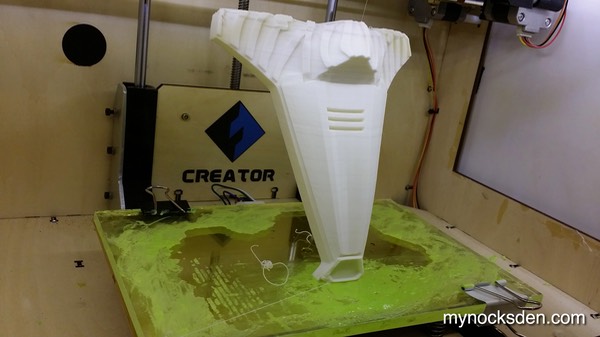
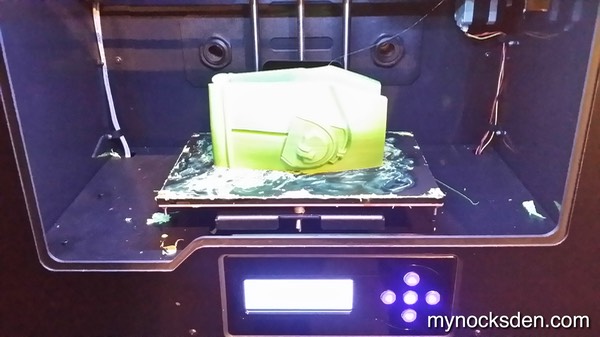
Because I have four 3D printers at my disposal, printing all parts in ABS plastic took less than 24 hours. I actually printed most of the parts twice; the first time I oriented everything in a horizontal position (parallel to the build plate), which used up a lot of plastic for supports, and created a very rough surface. Rough surface = a lot of smoothing and levelling work, which would potentially result in a loss of detail. So, I decided to reprint the parts, and this time orient them vertically. This used a lot less support material, and created a much smoother surface.

After the mask was printed, I used acetone vapour to smooth out a lot of the 3D printing striation. Now, before I go on, it’s worth noting that Acetone is a pretty toxic, flammable liquid. Good ventilation, fire awareness, a quality respirator mask, and most importantly, EXTREME care are essential when working with this stuff!
There are several different ways to vapour treat ABS parts, and the quickest methods require heat. So, I took a metal cooking pot, poured a few ounces of acetone inside, and put this on the element. I then suspended the 3D printed part several inches above the acetone, and turned the stove on. Acetone boils at 56 degrees C, which is about half the boiling point of water, so you don’t have to wait very long. Once the liquid starts to boil, it literally takes several seconds for the entire reservoir to evaporate; a lot of that vapour will end up on your suspended 3D part, so the key here is to not keep it inside the pot too long. We want the plastic to soften and smooth, not melt completely.

Once I did this to all the parts, I glued everything together using superglue, and started filling in seams using Bondo Spot Putty.

Once this dried, I would sand it down, prime it using self-sealing automotive primer…

...to reveal any unevenness, apply more Bondo Spot Putty, sand, prime, etc...

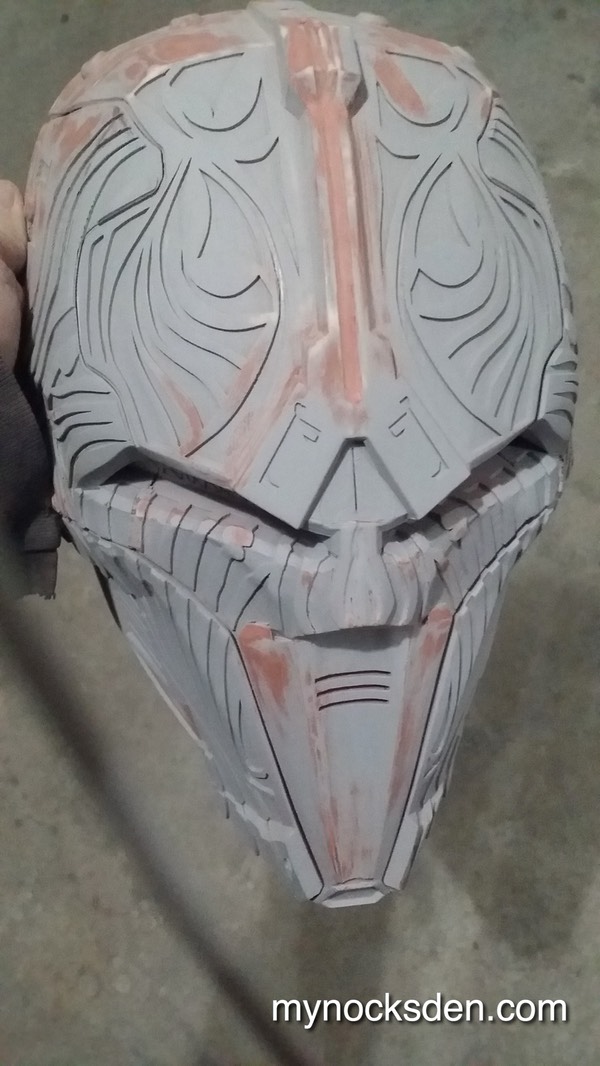
...and continue repeating these steps until I got a perfectly smooth mask.

The master was was now ready to be molded in silicone, but before this could happen, a few things needed to be done. First, the mask had to be raised off the ground, and put on some kind of a base that would provide continuation of the surface underneath (especially under the chin) for the silicone to run over and stick to. I used my version 4 master for this, and built up the chin area with a simple piece of craft foam from Michael’s.
Next, the mask had to be coated with SuperSeal, which fills in any pores and scratches, creating a more smooth and even surface. I applied a coat with a brush, and let this sit for an hour.

After this, I mixed up some Rebound 25 (part A to part B in a 1:1 ratio by volume)...

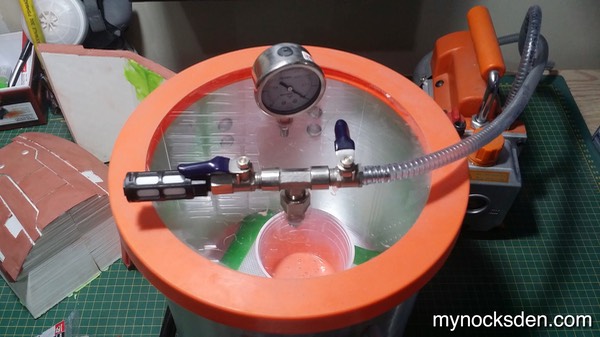
… and used my vacuum chamber ($200 value on Amazon.com) to degas the silicone. Degassing is very important as it gets rid of air bubbles inside the liquid, which have the potential to get trapped on the surface of the master object, creating little annoying resin beads that need to be cleaned off from the final casting. Air bubbles can also get trapped in areas with sharp detail (such as overhangs), creating negative pockets inside the print coat (the layer that contacts the surface of the master object) of the silicone mold. These pockets then fill up with resin during casting, and result in resin globs that need to be cleaned off. Very annoying stuff.
After the silicone was degassed, I coated the mask, and let it sit for about an hour and a half until the silicone became tacky.
I then whipped up another batch of Rebound 25, degassed this as well, and applied another coat to the mask to build up the print coat and fill in any spots that may have been missed during the first pass.

Layers 3 and 4 were done to thicken the mold, and therefore not degassed. Instead, I thickened them with a product called Thi-Vex, which coagulates the silicone and makes it perfect for application to vertical surfaces.

The next day, I used Plasti-Paste (mixed in a 1A: 3B ratio by volume) to make a mothermold or support shell.

I mixed the required amounts in a disposable bowl, and using a paint stir stick slopped this onto the silicone mold, making sure to get all sides. This is an important step in the molding process as it ensures that the object being cast maintains it shape as it cures.

After the plasti-paste cured for about an hour and a bit, I separated all the parts - the support shell, silicone mold, and the master mask, and saw that the print coat of the mold was perfect! No bubbles, or imperfections to be found. I sprayed the inside of the rubber mold with Mann Ease Release 200 mold release (to make demolding of casts easier), and let this sit while I prepared my casting resin.

Next, I set out to cold cast the mask in aluminum. Cold casting is a process by which a fine metal powder is mixed in with resin, which upon curing, can be buffed and polished to a real metal look. If done right, it looks EXACTLY like metal. So, I got out my tub of 500 mesh aluminum powder (you can get 10 lbs for $80 on Amazon)…

...and set to work! Using Smooth Cast 65D as the main medium, I measured out equal parts of part A and part B, and added two drops of SoStrong black pigment to part B, mixing it in for about 30 seconds. Next, using part B for visual reference, I measured out about 1.25 parts of aluminum powder by volume and mixed this with part B in another cup. NOTE: a respirator is a must when working with aluminum powder. It’s extremely fine dust that can be kicked up by the subtlest of air movements, and you do NOT want this stuff in your lungs.

I brought part A and part B (now containing black pigment and aluminum powder) together, mixed this up for 20 seconds, and dumped it into the silicone mold. I mushed it around with my finger to drive out any bubbles, and slush cast the first layer.

Since the mask only needs to look metal on the outside, the two subsequent layers were done using 65D with several drops of the SoStrong black pigment each, but without aluminum.

The final result: a perfect cast!

I then threw the cast into the sink, and used dish soap to wash off the mold release. This is an important step, as paint will not stick to a surface that has been coated with a release agent.

I took this to the garage, blasted the water off with an air compressor, and trimmed the flashing using a belt sander, and eyes with a dremel.



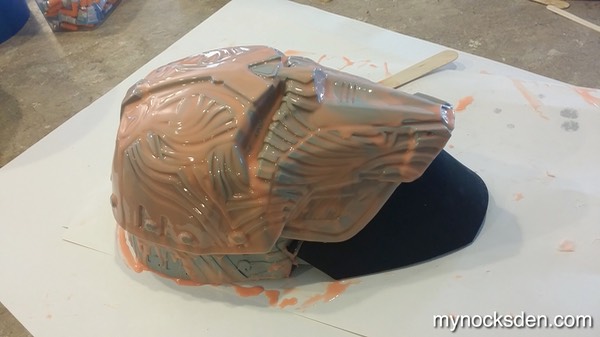
Since the cast came out super clean, no other touchup or cleanup work was necessary, so I went straight into painting. With my versions 3-4.5 masks, I would hand-paint the dark areas between the raised detailing using testors paints. However, I was never really happy with the results of this technique, as the painted surface never looked clean and smooth. This time I decided to use an airbrush to paint the inner areas with; but, since I didn’t have any air brush paints, I took some black spray paint, sprayed this into the paint cap, let it sit for a few minutes so that some of the propellant could evaporate, poured this into the airbrush reservoir, and painted the mask. I then used some red paint in the same fashion to give the mask a bit of a reddish hue to match the reference material, and set this to dry in front of a heater.

Next, using some disposable shop towels and acetone, I carefully removed the paint from the raised detailing...

… and used some 800 grit sandpaper to rough up the surface a little (as acetone seems to soften the resin a bit).
I followed this up with 0000 grit steel wool, to give the mask a nice shine.

Because there are a lot of bends and curves in the overall shape, I couldn’t reach some areas with sandpaper, so I used a Q-tip dipped in acetone to simply wipe off the paint in most of these spots (I left some be, as these would add to the weathering effect). This exposed surfaces in these areas was looking dull, so I went over them with steel wool to buff them up.
Since Sith masks are supposed to look old and beat up, I weathered the mask with some more black spray-paint-style-airbrushing…

… and then used steel wool to lightly go over edges and other high wear areas of the mask for a nice contrast.

Lastly, I went over the major seam lines on the mask (cheeks and forehead) with black acrylic paint to give these a darker look than the other detailing, which completed the overall outer look of the mask.

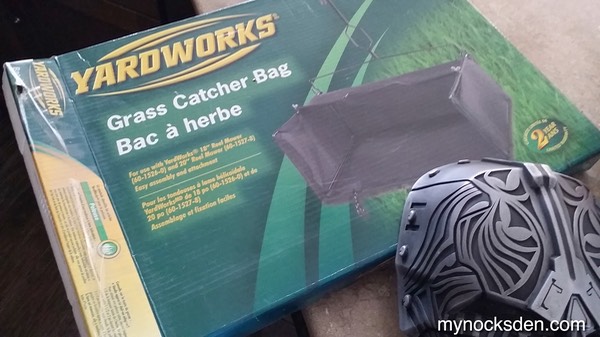
It was now time to make the mask wearable. To make the eyes, by far the best and most accurate method I’ve found is to use a blackout eye mesh, and the best fabric for this is the kind used in grass catcher bags for lawnmowers (I buy mine at a local Canadian Tire, but I have seen them at most other hardware stores as well).

I cut two strips of this, and superglued them inside the mask.


Next, using a foam wire cutter I bought on Amazon ($90), I cut up some rectangles of 1” thick open cell foam, and superglued these inside the mask as well. I then measured out, cut and superglued an elastic strap to the inside of the mask, and stuck a strip of industrial velcro over the strap to hold it down.

Industrial velcro comes in a roll containing two parts, hook and loop. On the backside of both is a extremely sticky backing that is protected by a plastic film. So, instead of coming up with some clever way of holding the strap down to the mask, I simply take a piece of the loop velcro, peel the plastic film off the adhesive backing, and stick this over the strap to hold it down. No rivets, epoxy, or anything else needed! And the reason I use the loop part of velcro is because if I’m going to be wearing a balaclava with this mask (which I am), I don’t want the balaclava fabric to snag on the hook part of velcro.

And that’s it! After all that, the mask was finally finished and ready to be displayed or worn during costuming events!











(Photos below by Patrick Gray)


Several months later...
After the release of the new SWTOR trailer “Sacrifice” on June 15, 2015, in which the Acolytes are seen without their hoods, I decided to revisit the mask and make the back plate to turn it into a two part helmet.
Some screen grabs of the Acolytes in “Sacrifice”.




Awesome stuff!
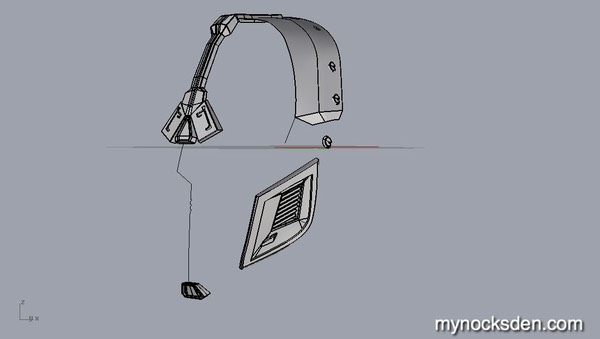
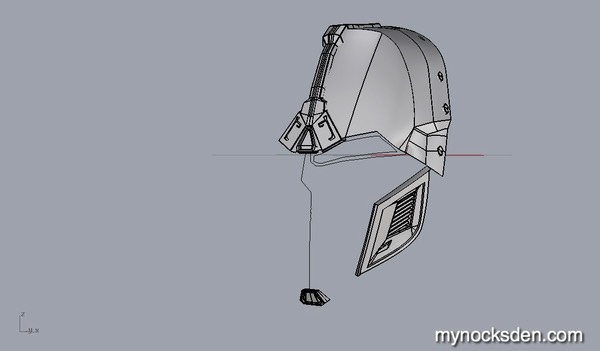
Anyway, after spending many hours working on the model in Rhino, it was soon ready.
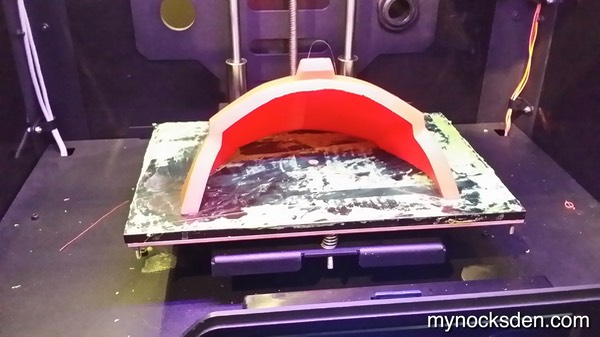
I then split it up for 3D printing, and aligned the pieces on the virtual build plate.
Soon, I had the parts printed and ready for assembly.
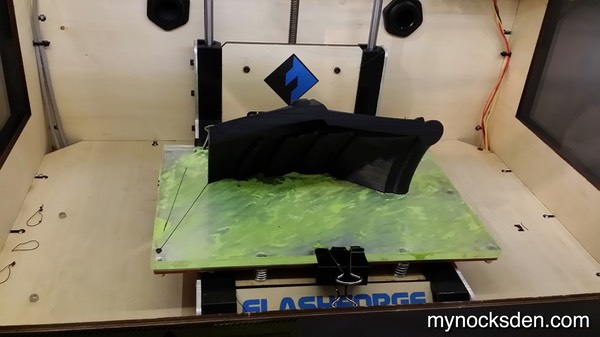
I glued the pieces together with superglue, applying just enough to hold everything together, and then used epoxy putty to fill in and strengthen the seams.


I sanded the seams smooth, and followed this up with my usual Bondo spot putty, sanding, priming, more putty, more sanding, more priming (etc, etc) routine.






Next, I prepared the piece for molding by building up the base using sticky-back craft foam from Walmart, and coating everything with SuperSeal to seal any pores in the model (as well as the foam).
The rest of the steps are practically identical to those followed in the making of the front mask above, so I will show the photos, but cut the narration.




The outer layer of the backplate was once again done in cold cast aluminum using 65D resin.

After some trimming…


…sanding,

...(quick shot of both halves combined using neodymium rare earch magnets and the rest of the parts that will make up the finished helmet)...

… polishing with steel wool,

(In the next photo you can see the unpolished cold-cast front mask vs the polished cold-cast back piece)…

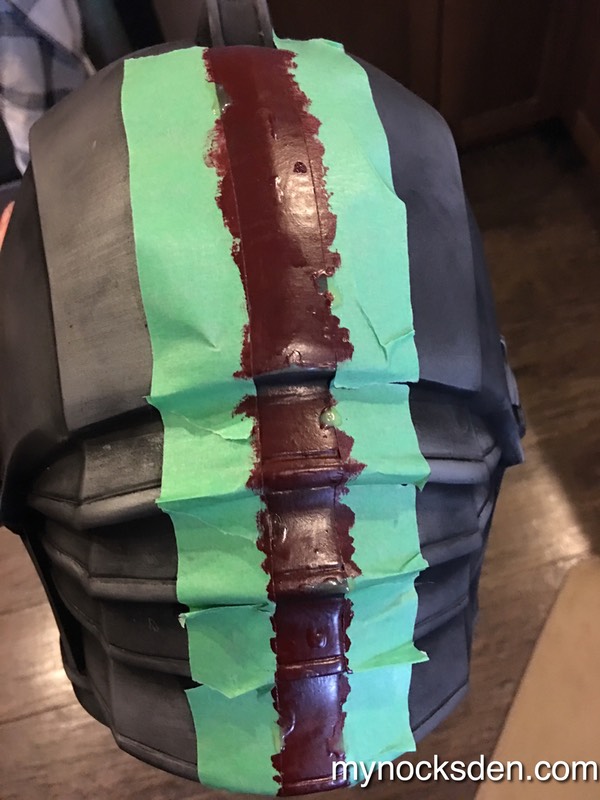
…and weathering with black airbrushing paint, the helmet was finally completed! I used the following paint to do the red stripe on the back of the helmet.

(For other helmets I’ve done since, I would mask the red stripe area with masking tape, and paint the stripe on using a custom-mixed red Testor’s paint mixture. I also used latex masking fluid to simulate the look of scrapes and flakes.)
To join the two halves together, I used rare earth neodymium magnets which I embedded in both halves. These things are so strong, that quite a lot of force is necessary to pull the two halves apart. Here is a video of how the helmet comes together:
Putting on the Mynock's Den Sith Acolyte Helmet! Check it out!
Posted by Mynock's Den on Saturday, July 18, 2015








When BioWare invited me to NYC to be a guest judge at their cosplay contest at the Knights of the Fallen Empire pre-launch Cantina event held at the Hard Rock Cafe in Time Square on October 8th, 2015, I brought a Sith Acolyte helmet to gift to the BioWare team as a thank you for giving me such an amazing opportunity. You can see the helmet on the table in front of www.ladyinsanity.com's Ashe Soriano and I as we chatted about the contest, prop-making, and other things live on Twitch during the event.

Thanks for looking!
* * * * * * *