As a thank you to the community for all the amazing support over the years, I have made the STL file of the blaster available as a free download. You may use it royalty-free. If you decide to use it for profit, however, please do me the courtesy of publicly crediting me as the file’s creator.
DOWNLOAD THE BLASTER STL FILE HERE
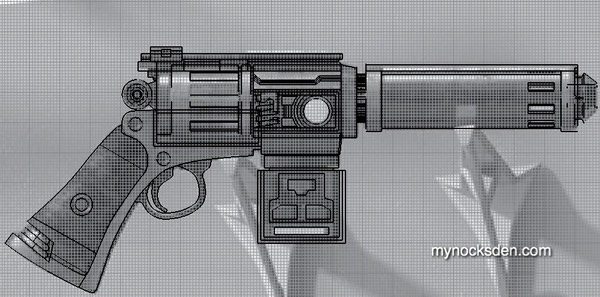
Once again, I began by assembling a collection of images of the blaster….

… and imported the profile shot into Rhino.

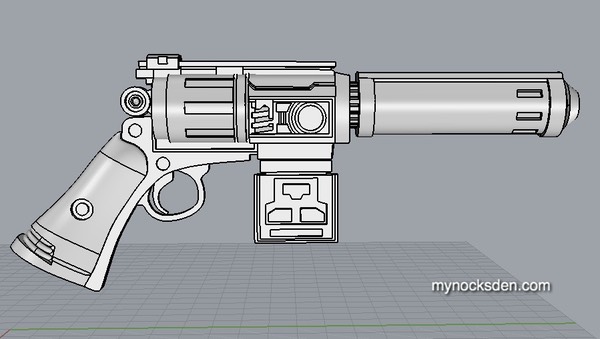
Next, I began tracing the detailing using curves (lines) in 2D, and then started to pull them out into 3D structures.
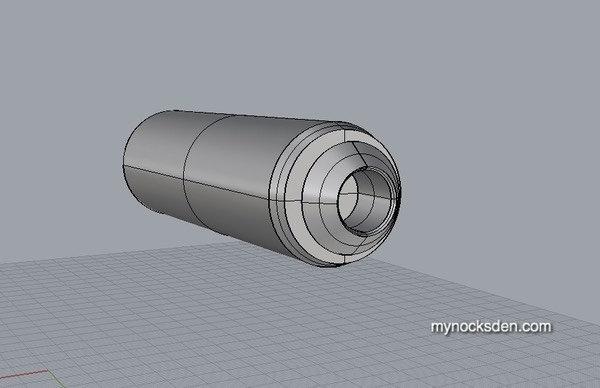
Most recessed areas were then made by splicing the surfaces with curves drawn in the first step, and then recessed using the “offset surface” function.
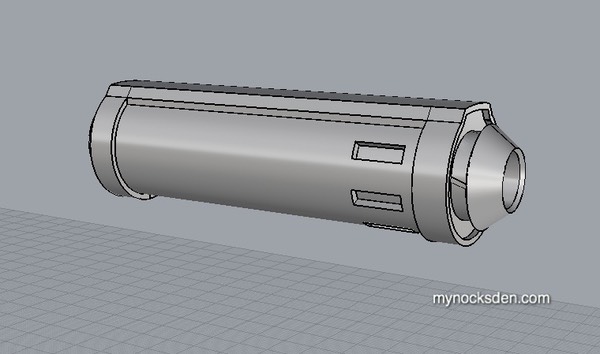
Pulling curves into 3D and offsetting surfaces to create detail pattens was how the majority of the blaster was modelled.
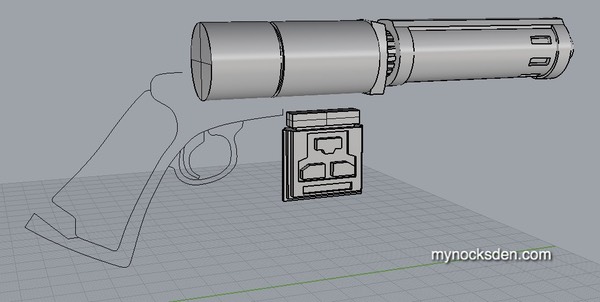
Here is a comparison shot of the reference image and the finished blaster model.
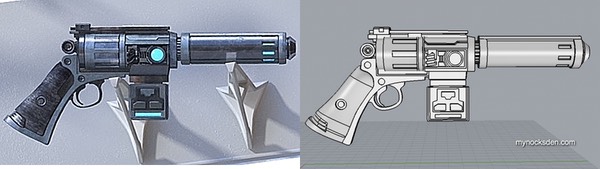
You’ll notice that the area above the magazine is slightly different in the completed model than in the reference shot. This is because the blaster model in the reference image is itself slightly different than that used in the trailer.
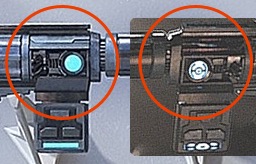
Granted, the two reference shots show opposite sides of the blaster, however, based on everything I’ve seen, I believe that the two sides are mirror images of each other. In any case, I wanted the blaster to be as close to the trailer material as possible, so I decided to make this area resemble the image on the right.
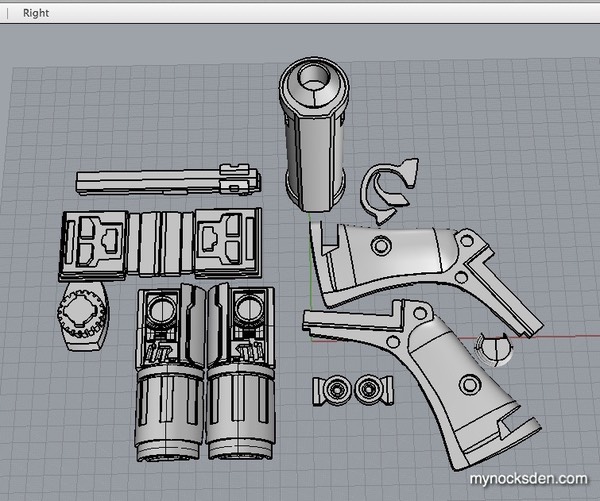
Next, I split the blaster model as shown below, and using a tolerance of 0.2, modelled protrusions and invaginations (what a terrible word) so that everything would snap together like lego.
After all the pieces were printed, I assembled the blaster and realized that I had sized it too small. It felt like a kids’ toy rather than a punch-packing energy weapon.

FAIL.
So, I went back to the model, sized it up proportionally in 3D so that the inner curve of the handle was 1 cm longer from trigger to the butt of the grip, and printed all the pieces anew.

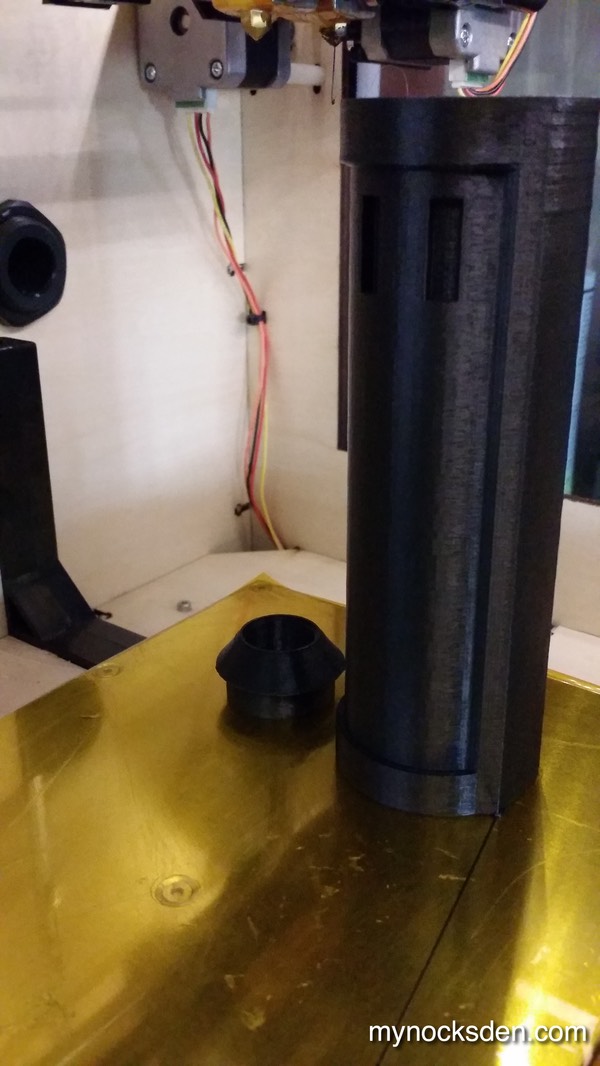


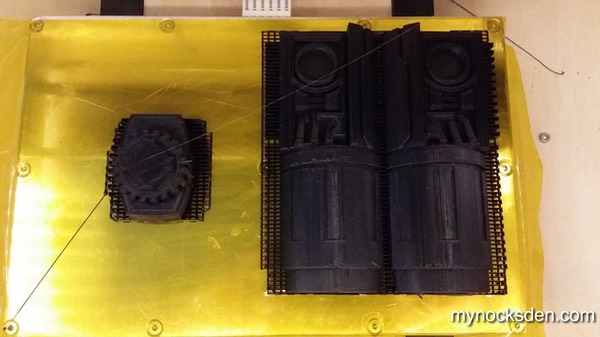
The middle drum and magazine (photo above) were printed without support raft despite the large undercuts on the drum. This was a mistake, as the plastic strands within the undercuts ended up unravelling somewhat, which also created curling at the corners as seen in the photo below.

I reprinted these parts with a raft, which solved the problem.

Next, I proceeded to glue the two halves of each major part together using superglue.

Once the halves of all major pieces were glued together, I vapour smoothed everything using acetone, a method that is discussed in more detail in the middle of the page here.
When soaking the paper towels inside of the paint can with acetone it’s important to let the excess acetone drain out so that it doesn’t trip onto the plastic. It’s also a good idea to elevate the parts you’re treating off the floor, in case some acetone does run down. For this reason, I place all the parts I’m treating onto popsicle sticks.


After treating the parts for about an hour, I placed them in front of a heater to drive the acetone out of the plastic quicker.

I still had to use Bondo spot putty to smooth out some sections, so I applied the putty, and again, let everything sit in front of a heater to speed up curing time.

Using Dupli-Color automotive primer, I primed the parts to spot any trouble areas, let it dry for 5 minutes in front of the heater, and used more Bondo spot putty to touch up what needed to be done.

I repeated this process several more times...

… until the blaster was as smooth as possible. Since this will be molded in a two half mold, to help reduce the amount of seam cleanup needed in some of the more obvious (and some hard to reach areas), I decided to mold the muzzle and the black dials in the grip separately. The trigger and trigger guard on the final blaster will be 3D printed for strength.


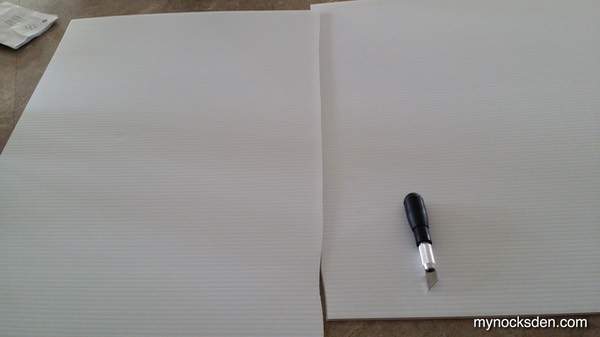
Next, using some corrugated plastic sheeting (don’t know what it’s called) that I got from a local hardware store, and a hot glue gun, I quickly put together a little container in which the blaster would be molded. Instead of doing a simple rectangle, I shaped the box to hug the contours of the gun, which would help save silicone in the end (this stuff is pricey).

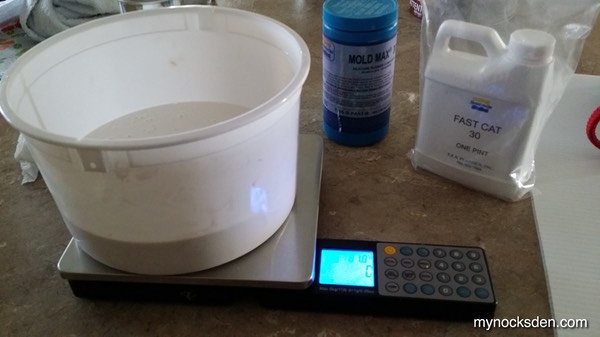
I was going to use plasticine to burry half of the blaster into for molding, but then I realized I had some Mold Mad 30 silicone left over from doing my V3 Sith Acolyte mold nearly 2 years ago. I figured since this stuff was way past its shelf life date, I would not risk using it for making anything worthwhile; however, I did read that it could still technically be used if one wished, so I figured I’d try and use it up as the throwaway separator in this build.
This stuff comes in part A and B, and needs to be mixed in a 100:10 by weight using a scale. Normally, it takes 16 hours for it to cure to usable hardness, however I did purchase some Fast Cat 30 catalyst a while ago to use specifically with this silicone; if mixed 100A:15Catalyst by weight (no original part B), the curing time can be shortened to as little as 30 minutes. So, I put an empty mixing container onto the scale, zeroed the scale, poured in part A and noted the weight.
Next, I measured out the appropriate amount of the catalyst, dumped this in, and stirred everything until a uniform pink colour was achieved. Normally, this silicone can be mixed by hand using a paint stir stick, but because it sat for 2 years, part A had become as thick as tar, which called for a drill with a mixing bit.
Adding the maximum amount of catalyst shortens the pot life to about 5 minutes, but in my experience it was more like 2 minutes; by the time I finished stirring, the stuff was noticeably thicker, so I had to pour quickly.

After I poured the goo as evenly and as quickly as I could, I pressed the blaster in (after coating it in mold release), and used the butt end of a stir stick to try to smooth out any unevenness on the surface. I then 3D printed some registration keys I had made for my original 2-part Shae Vizla helmet mold…

...and superglued them to the silicone surface all around the blaster.

I sealed sprayed the inside of the box with mold release, and prepared to pour Rebound 25 into the mold.
What followed next could only be described as complete disaster! The next day, I removed the separator wall only to discover that none of the Rebound 25 that came into contact with the pink silicone had cured!

What had happened, I’m guessing, is that the pink silicone was not sufficiently cured before I applied Rebound 25, and this inhibited the curing of the latter. While digging the blaster out of the snotty goo, I ended up accidentally breaking it, which frustrated me so much that I left project alone for the next few days.
FAIL.
Picking up the pieces (literally) several days later, I realized that the disastrous molding attempt was actually a good thing; it dawned on me that to make this blaster properly, I needed to mold it in several separate pieces, which would, of course, be a lot more work but result in cleaner, sharper detail. So, I cleaned off the silicone using paint thinner (which does not damage the scratch-filler Dupli-Color primer), and touched up anything that was damaged during demolding.
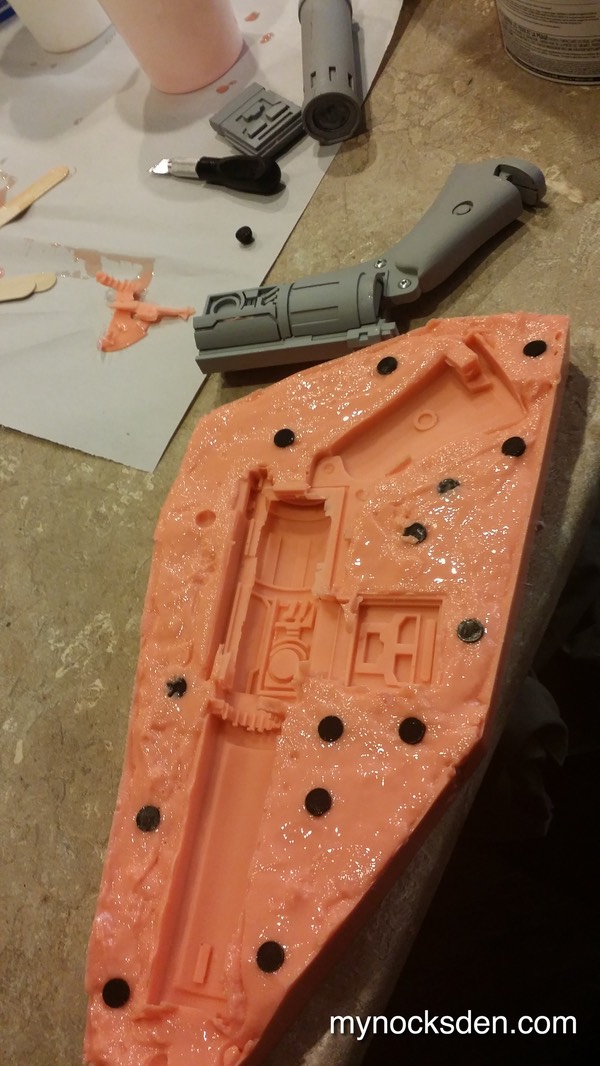
I then set up the grip, hammer, drum, barrel and magazine as two part molds; I used plasticine to build separator walls, and thin sheets of 0.04 ABS plastic, stir sticks, and plasticine to make the mold walls. I then used the butt end of a ball pen to make indentations in the separator wall that would act as registration keys for alignment of the two halves.




I then poured Mold Star 15 silicone, and waited to it to cure.

Four hours later, I removed the separator walls, flipped the molds, sprayed all surfaces with mold release, rebuilt the separator walls for the other halves of the master models, and sprayed on more mold release.


I realized that in my haste making a YouTube video of the grip molding process (to be posted later), I completely forgot to make the registration keys in this mold. So, I cut them into the rubber with a utility knife. They don’t look very pretty, but they are functional.

I then poured in another batch of Mold Star 15, and waited for this to cure. Once the silicone cured, I separated the halves, demolded, and cut the pour channels into each mold from those sides that would allow the least amount of air trapping (top of the mold halves in the next photo).



Next, I traced the outside of the mold halves onto 0.06 ABS plastic sheeting that would be used to hold the two halves together during casting.

Next, I set up the little round tri-dial thingy in the grip, as well as the muzzle of the blaster to be molded as one part molds, by gluing them down into plastic shot cups. (Since these are 3D printed parts, gluing them down to the bottom of the container is essential; they are lighter than silicone, and will float to the surface when molding if not secured).


Soon, all the molds were made, and the blaster was ready to be cast! Note that I did not make the molds for the trigger and trigger guard, as these parts would be 3D printed and used as is.

Using Smooth Cast ONYX mixed with aluminum powder, I cold cast each piece of the blaster….

… and after a bit of light sanding, trimming, and minor filling work (to fix some of the two-part-mold seams), had the parts ready for assembly.

Using steel wool, I polished up the pieces. (Those small sections that were touched up with Bondo spot putty would be painted over with a metallic color to match the rest of the blaster).
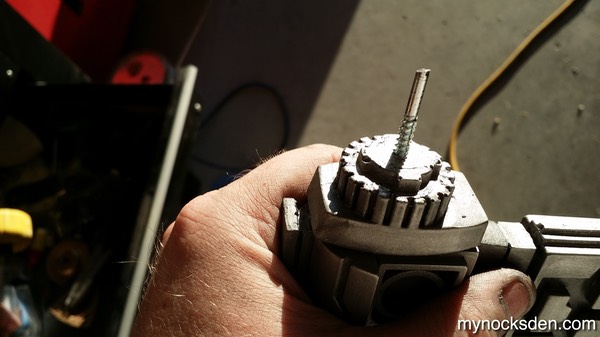
To fit together and reinforce the major pieces, I used nails and screws the heads of which i snapped off with pliers: I drilled holes in corresponding pieces, fitted the nails into one piece (using a dab of superglue to secure them in place), applied superglue to the contact surfaces as well as holes in the other piece, and pushed the two parts together.

Finally, using a combination of various Dupli-Color spray paints and custom Testors colours, I painted the blaster, snapped in and secured the trigger guard and trigger (printed in black plastic) with superglue, and BOOM! Blaster! I skipped taking photos of most of these steps because I was rushing to get the blaster finished before the wife came home and saw the disastrous state my casting session left the kitchen in!





And here is a variation of the Vizla blaster for my own custom BH armor build:


And here are some shots of the blasters I will be using for my own Bounty Hunter costume.



Thanks for looking!
* * * * * * * *